



 服务热线:
服务热线:什么是表面粗糙度,你真懂吗?
发布时间:2024-01-09 来源:洛阳润泉机电设备有限公司 点击:15911次
表面粗糙度与机械加工息息相关,今天分享一篇干货,帮你细致了解表面粗糙度。
1.什么是表面粗糙度?
在技术交流中,很多人习惯使用“表面光洁度”指标。其实,“表面光洁度”是按人的视觉观点提出来的,而“表面粗糙度”是按表面微观几何形状的实际提出来的。因为要与国际标准(ISO)接轨,国标中早已不再使用“表面光洁度”这个表达术语,正规、严谨的表达均应使用“表面粗糙度”一词。
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。一般按S分:
S<1mm为表面粗糙度
1≤S≤10mm为波纹度
S>10mm为f形状

2.表面粗糙度形成因素
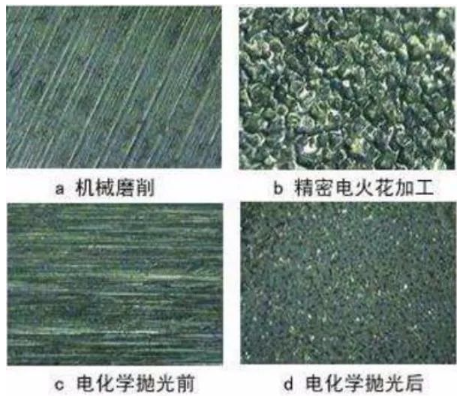
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动、电加工的放电凹坑等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
3.表面粗糙度评定依据
1)取样长度
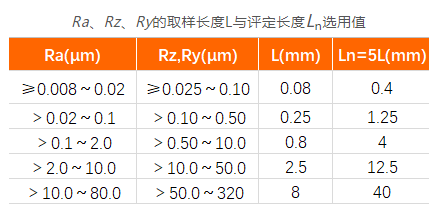
各参数的单位长度,取样长度是评价表面粗糙度规定一段基准线的长度。在ISO1997标准下一般使用0.08mm、0.25mm、0.8mm、2.5mm、8mm为基准长度。
Ra、Rz、Ry的取样长度L与评定长度Ln选用值
2)评定长度
由N个基准长度所构成。零部件表面各部分的表面粗糙度,在一个基准长度上无法真实地体现出粗糙度真实参数,而是需要取N个取样长度来评定表面粗糙度。在ISO1997标准下评定长度一般为N等于5。
3)基准线
基准线是用以评定表面粗糙度参数的轮廓中线。
4.表面粗糙度评定参数
1)高度特征参数
Ra轮廓算术平均偏差:在取样长度(lr)内轮廓偏距绝对值的算术平均值。在实际测量中,测量点的数目越多,Ra越准确。
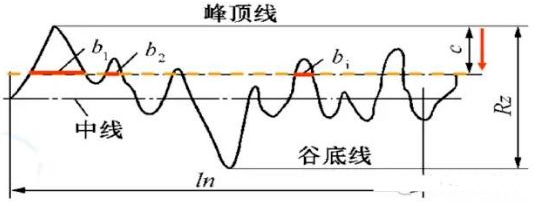
Rz轮廓高度:轮廓峰顶线和谷底线之间的距离。
在幅度参数常用范围内优先选用Ra。在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓高度用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓高度。
2)间距特征参数
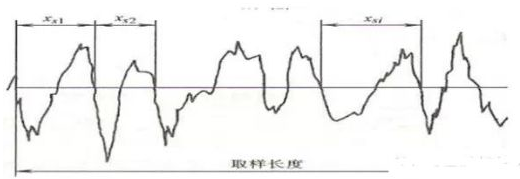
Rsm轮廓单元的平均宽度。在取样长度内,轮廓微观不平度间距的平均值。微观不平度间距是指轮廓峰和相邻的轮廓谷在中线上的一段长度。相同的Ra值的情况下,其Rsm值不一定相同,因此反映出来的纹理也会不相同,重视纹理的表面通常会关注Ra与Rsm这两个指标。
Rmr形状特征参数用轮廓支承长度率表示,是轮廓支撑长度与取样长度的比值。轮廓支承长度是取样长度内,平行于中线且与轮廓峰顶线相距为c的直线与轮廓相截所得到的各段截线长度之和。
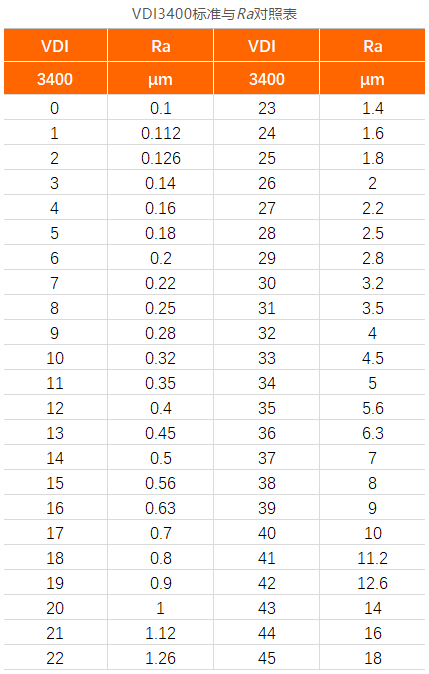
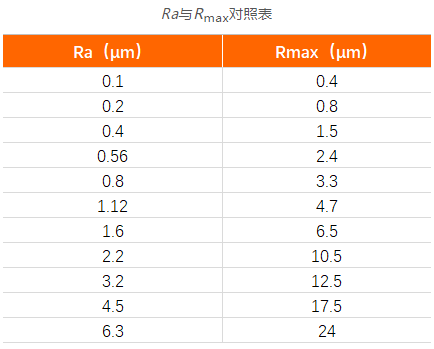
5.VDI3400、Ra、Rmax对照表
在国内实际生产中多用Ra指标;日本常用Rmax指标,相当于Rz指标;欧美国家常用VDI3400标准来标示表面粗糙度,做欧洲模具订单的工厂,经常会用到VDI指标,比如常听到客户说“这个产品的表面按VDI30做”。
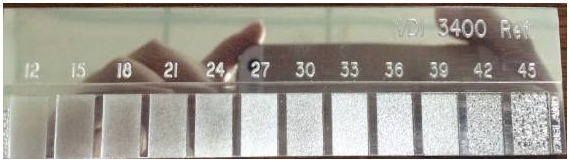
VDI3400表面与常用标准Ra有着对应关系,不少人经常要去查资料找对应的值,下面这份表格很全,推荐收藏。
注明:文章来源于网络,侵权联系删除
- 上一篇:超低温阀密封面镜面加工
- 下一篇:镜面抛光加工工艺方法(二)
相关推荐
-
相关推荐
大型高光洁度要求工件的电致伸缩精整加工
more details → -
相关推荐
电致伸缩精整设备加工大型油缸类工件
more details → -
相关推荐
什么是表面粗糙度,你真懂吗?
more details → -
相关推荐
超低温阀密封面镜面加工
more details →



 电话
电话 微信
微信
 留言
留言